拓普




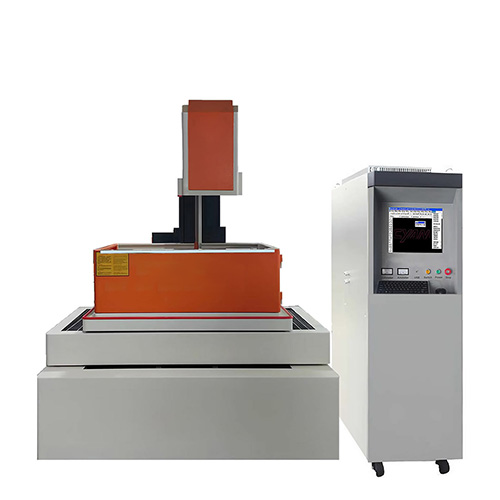
双头火花机机械特点:
? 主机采用有限元技术分析,优良的强韧铸铁,结构加强筋的科学合理布局,使得床身、立柱获得了高刚性和较小的热变形,从而使得机床实现了高精度、高速度的加工性能;
? 双头机结构为双牛头式,两个立柱对称布置在床身两侧,每个立柱上安装一个独立的主轴头(Z轴)。结构刚性好,热对称性好,两个主轴间无机械耦合干扰。卓越的整体刚性和稳定性,有效抵抗加工力,保证双头加工的长期精度一致性。
? 双立柱主轴设计,每个主轴拥有独立的运动控制系统和放电电源,能够同时、独立且精准地控制两个主轴的所有运动轴和放电过程,可实现极灵活的加工。
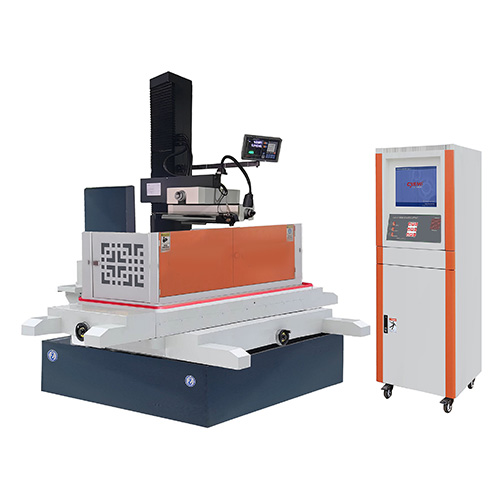
? 采用固定工作台的形式,承重能力大,不会因工作台面荷重而影响加工精度,更适合大、中型模具的加工;
? 工作液槽采用向下拉的手控门设计,节省操作空间,集中润滑系统设计,有利于机床的维护和保养;
? 采用自动供油系统,可自行设定供油量及供油间隔,保证其运动顺畅。
CNC系统主要功能
? 全新的电火花数控系统搭载了Windows7嵌入式操作系统,多轴联动功能(可支持六轴联动选配);
? 专家系统,配有强大的加工工艺数据库,自动生成各种不同型腔加工工艺模块,可根据不同材质的加工要求选择应用。能进行电极和工件材料的组合加工;铜/钢、石墨钢、铜/铝合金、石墨/铝合金、银钨/钢、铜钨/钢、银钨/硬质合金、铜钨/硬质合金、铜/锌合金、石墨/锌合金、铜/铜合金;
? 硬质合金专用回路、高速石墨加工回路、镜面加工回路、超高精加工回路、梨皮面加工回路(选配)等;
? 摇动功能:自由摇动,加工到底侧摇,象限摇动,锁定指定轴摇动,自定义象限区域摇动;
? 超精PIKA加工电路镜面加工功能:精细的电流控制电路,具有更好的大面积超精加工性能,同时具有出色的清角性能;
? 实现大面积高光洁度、小面积超精PIKA镜面加工电路:AI数控电源搭载PIKA加工电路,可实现Ra值优于0.1μm的均一性镜面加工;
? 高精度高效率低损耗:实现机床加工的高精度(重复定位精度≤5μm)、高效率(≥530mm/min)、低电极损耗率(≤0.1%);
? 自动加工功能:输入电极和工件的材料、加工面积、电极的收缩率、所需的表面光洁度等。然后,控制系统根据专家数据库自动计算从粗加工到精加工的加工参数;
? 自动定位功能:端面定位、中心定位、拐角定位、内孔定位、随机三点定位、出料位置自主定位等;
? 具有电极消耗自动补正能力,在多孔加工时,可预设电级损耗量。计算机将自动补偿深度,使每孔深度一致;
? 机械原点自动归零功能,加工中途停电时,计算机可自动找机械原点;
? CNC指令,标准G代码,ISO代码;
? 断电复位,错误信息提示功能;
? 可做二轴六向侧放,多孔加工、圆、方扩孔、45度清角加工,任意角度放射扩孔、平面扩孔、三轴螺旋加工;
? 安全控制功能:过载保护、代码语法检测、油位控制、油温控制、自动灭火器。
主要技术参数
项目 | 参数 |
工作台尺寸 | 1500?900 mm |
X、Y、Z行程 | 700/700?700?500mm |
加工液槽内部尺寸 | 2550?1300?700mm |
承重极大电极重量 | 400kg |
工作台承重量 | 5000kg |
电极板至工作台面距离(极小/极大) | 600/1100mm |
定位精度 | ≤0.008mm |
重复定位精度 | ≤?0.004mm |
油槽开闭方式 | 电动下拉 |
工作液箱容积 | 1300L |
电源柜类型 | 悬臂版 |
显示屏 | 液晶屏/ TFT-LCD显示方式 |
操作系统 | Windows |
系统语言 | 中、英 |
输入方式 | 触摸屏、键盘、U盘、局域网 |
极小驱动单位 | 0.001mm |
控制轴数 | 三轴三联动 |
总输入功率 | 2*9KVA |
输入电源 | 380V 50Hz |
极大加工电流 | 50A |
极佳表面粗糙度 | ≤0.2um |
极小电极损耗 | 0.1% |
极高生产率 | ≥500mm?/min |
整机外形尺寸 | 4200?3600?3600mm |
机器重量 | 9100kg |