拓普



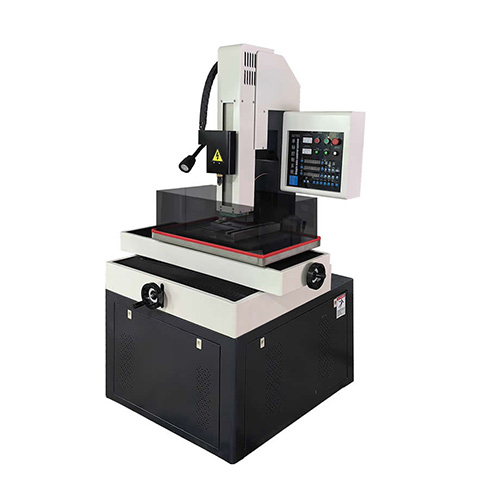
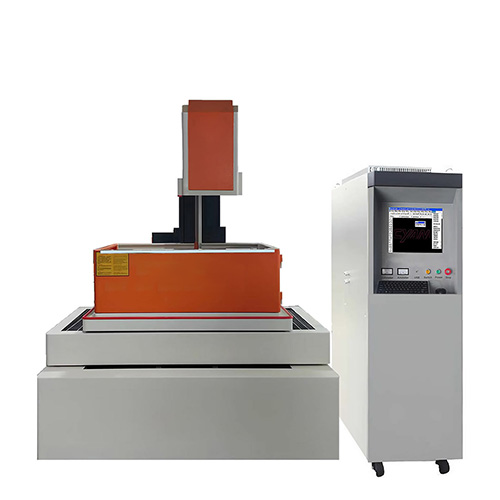
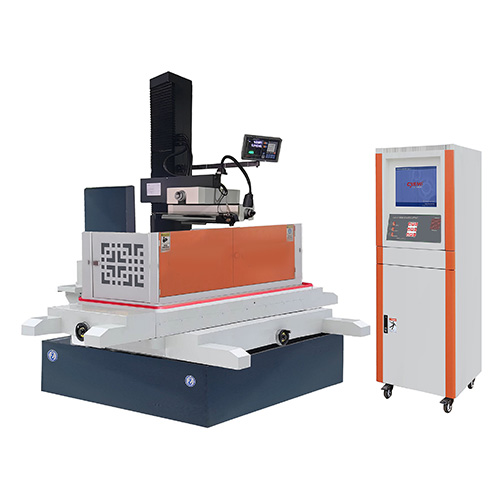
电火花穿孔机原理及用途
电火花细孔放电机,其工作原理是利用连续上下垂直运动动的细金属铜管(称为电极管)作电极,对工件进行脉冲火花放电蚀除金属成型。电极管是空心铜棒,工作液(水或打孔液)从铜棒孔中间的细孔穿过,起冷却和排屑作用。由于液体加工时要通过铜管小孔,加工微孔可能堵塞铜管,所以小于0.3mm以下的细孔使用电磁式气动增压泵,加工中铜管电极不易被堵塞,可加工更精密的小孔!大于0.3mm孔径使用液体增压水泵。广泛使用在精密模具加工中,一般被当作电火花线切割机床的配套设备,用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。 穿孔机根据控制方式分为单轴控制和三轴数控及多轴数控等。
机械特点
● 采用经典一体化设计,在设计过程中通过有限元分析使结构更加合理。具有造型美观、结构新颖、性能优越,极具现代化工业气息。操作系统性能全面优化提升,简化操作步骤,更方便快捷等特点;
● 机床三轴进给方向采用精密直线导轨,降低摩擦系数,使机台能长时间保持精度,从而提升机床的使用寿命和性能;
● 主轴采用双速控制模式,使回退速度比加工速度快一倍,加工时紧密跟踪,实现细电极高效稳定加工;
● 电极旋转采用同步带传动式旋转头,体积小、噪音低;
● 精密花岗石工作台面,不锈钢工作液槽,不变形,不生锈,便于保养;
● 采用集中润滑系统,使操作更加方便,确保丝杠及线轨润滑部件的常润性,大幅提升机械使用寿命。
系统特点
● 能加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料;
● 能加工孔径¢0.3~¢3.0,极大深径比能达300:1以上;
● 能直接从斜面,曲面穿入,黄红铜电极皆可;
● 直接使用自来水作工作液,成本低,无污染,无公害,符合环保要求;
● 采用高压水泵,工作噪音低,使用寿命长,使加工更稳定;
● 工作台X、Y轴配有光栅数显。碰边定位功能,操作方便;
● Z轴具有定深功能,电极接触工件自动清零,定深结束自动回退至所设高度;
● 数字自适应脉冲电源技术,独特的快速SML回路,电极消耗低,加工表面平滑无毛边;
主要技术参数
项目 | 参数 | ||||
机床型号 | DZ703-430 | DZ703-435 | DZ703-640 | DZ703-650 | DZ703-850 |
电极直径 | 0.3- 3.0mm | 0.3- 3.0mm | 0.3- 3.0mm | 0.3- 3.0mm | 0.3- 3.0mm |
工作液槽尺寸 | 680?450?40mm | 710?470?40mm | 850?470?40mm | 970?720?400mm | 1200?760?400mm |
工作台面尺寸 | 450?380mm | 500?400mm | 600?400mm | 820?570mm | 1000?630mm |
工作台XY轴行程 | 400?300mm | 450?350mm | 600?400mm | 650?450mm | 800?500mm |
Z轴伺服行程 | 320mm | ||||
Z轴辅助行程 | 300mm(可定制400-800mm) | ||||
工作台到导向器极小/极大距离 | 50-350nm | ||||
极长电极长度 | 500mm | ||||
旋转头(C轴)转速 | 20-120rpm | ||||
工作液极大压力 | 8Mpa | ||||
极大工件重量 | 300kg | ||||
电源 | 3?380V ?10% ,50/60Hz | ||||
极大加工电流 | 30A | ||||
功率 | 4.0KVA | ||||
极大加工速度 | 10-100mm/min (材料和孔径) | ||||
显示方式 | 数显 | ||||
各轴运动方式 | X、Y轴手动、Z轴伺服控制 | ||||
各轴分辨率 | 5μm | ||||
极小驱动单位 | 5μm | ||||
Z轴驱动方式 | 混合伺服 | ||||
加工液过滤方式 | 线隙式 | ||||
工作液桶容量 | 2?25 Liters | ||||
机器重量 | 510kg | 530kg | 580kg | 1450kg | 1750kg |
机床外观尺寸 | 1120?1200?2000mm | 1220?1200?2000mm | 1420?1260?2000mm | 1650?1500?2100mm | 1850?1650?2100mm |